අර්ධ සන්නායක ක්රියාවලිය පිළිබඳ දළ විශ්ලේෂණය
අර්ධ සන්නායක ක්රියාවලියට මූලික වශයෙන් උපස්ථර සහ රාමු වැනි විවිධ කලාප තුළ චිප්ස් සහ අනෙකුත් මූලද්රව්ය සම්පුර්ණයෙන්ම සම්බන්ධ කිරීම සඳහා ක්ෂුද්ර රෙදි සහ චිත්රපට තාක්ෂණයන් යෙදීම ඇතුළත් වේ. මෙමඟින් ඊයම් පර්යන්ත නිස්සාරණය කිරීම සහ ප්ලාස්ටික් පරිවාරක මාධ්යයක් සමඟ ඒකාබද්ධ සමස්ථයක් සෑදීමට පහසුකම් සලසයි, ත්රිමාන ව්යුහයක් ලෙස ඉදිරිපත් කර අවසානයේ අර්ධ සන්නායක ඇසුරුම් ක්රියාවලිය සම්පූර්ණ කරයි. අර්ධ සන්නායක ක්රියාවලියේ සංකල්පය අර්ධ සන්නායක චිප ඇසුරුම්වල පටු අර්ථ දැක්වීමට ද අදාළ වේ. පුළුල් දෘෂ්ටිකෝණයකින්, එය ඇසුරුම් ඉංජිනේරු විද්යාවට යොමු කරයි, එයට උපස්ථරයට සම්බන්ධ කිරීම සහ සවි කිරීම, අනුරූප විද්යුත් උපකරණ වින්යාස කිරීම සහ ශක්තිමත් සවිස්තරාත්මක කාර්ය සාධනයක් සහිත සම්පූර්ණ පද්ධතියක් තැනීම ඇතුළත් වේ.
අර්ධ සන්නායක ඇසුරුම් ක්රියාවලිය ප්රවාහය
අර්ධ සන්නායක ඇසුරුම් ක්රියාවලියට රූප සටහන 1 හි දැක්වෙන පරිදි බහුවිධ කාර්යයන් ඇතුළත් වේ. සෑම ක්රියාවලියකටම නිශ්චිත අවශ්යතා සහ සමීපව සම්බන්ධ වැඩ ප්රවාහයන් ඇත, ප්රායෝගික අවධියේදී සවිස්තරාත්මක විශ්ලේෂණයක් අවශ්ය වේ. නිශ්චිත අන්තර්ගතය පහත පරිදි වේ:
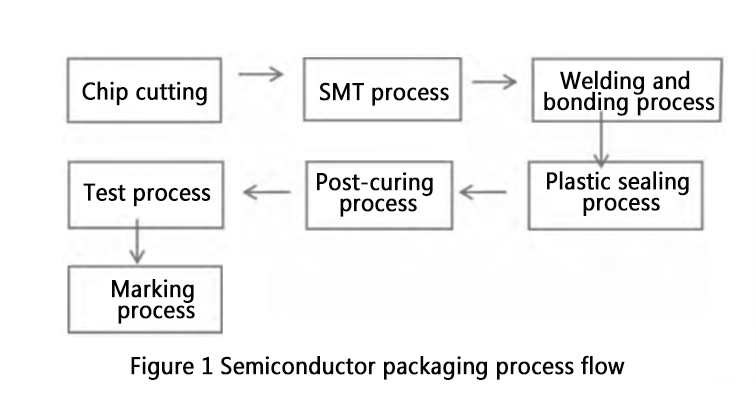
1. චිප් කැපීම
අර්ධ සන්නායක ඇසුරුම් ක්රියාවලියේදී, චිප් කැපීමේදී සිලිකන් වේෆර් තනි තනි චිප්ස්වලට කැපීම සහ පසුකාලීන වැඩකටයුතුවලට සහ තත්ත්ව පාලනයට ඇති බාධා වැළැක්වීම සඳහා සිලිකන් සුන්බුන් වහා ඉවත් කිරීම ඇතුළත් වේ.
2. චිප් සවි කිරීම
චිප් සවිකිරීමේ ක්රියාවලිය මඟින් ආරක්ෂිත පටල තට්ටුවක් යෙදීමෙන් වේෆර් ඇඹරීමේදී පරිපථ හානි වළක්වා ගැනීම කෙරෙහි අවධානය යොමු කරයි, අඛණ්ඩව පරිපථ අඛණ්ඩතාව අවධාරණය කරයි.
3. වයර් බන්ධන ක්රියාවලිය
වයර් බන්ධන ක්රියාවලියේ ගුණාත්මක භාවය පාලනය කිරීම සඳහා චිපයේ බන්ධන පෑඩ් රාමු පෑඩ් සමඟ සම්බන්ධ කිරීම සඳහා විවිධ වර්ගයේ රන් වයර් භාවිතා කිරීම, චිපයට බාහිර පරිපථවලට සම්බන්ධ විය හැකි බව සහතික කිරීම සහ සමස්ත ක්රියාවලි අඛණ්ඩතාව පවත්වා ගැනීම ඇතුළත් වේ. සාමාන්යයෙන්, මාත්රණය කළ රන් වයර් සහ මිශ්ර රන් වයර් භාවිතා වේ.
මාත්රණය කළ රන් වයර්: ඉහළ චාප (GS: >250 μm), මධ්යම ඉහළ චාප (GW: 200-300 μm) සහ මධ්යම අඩු චාප (TS: 100-200) සඳහා සුදුසු GS, GW, සහ TS ඇතුළත් වේ. μm) බන්ධන පිළිවෙලින්.
මිශ්ර රන් වයර්: පහත් චාප බන්ධනය සඳහා සුදුසු (70-100 μm) AG2 සහ AG3 වර්ග ඇතුළත් වේ.
මෙම වයර් සඳහා විෂ්කම්භය විකල්පයන් 0.013 mm සිට 0.070 mm දක්වා පරාසයක පවතී. තත්ත්ව පාලනය සඳහා මෙහෙයුම් අවශ්යතා සහ ප්රමිතීන් මත පදනම්ව සුදුසු වර්ගය සහ විෂ්කම්භය තෝරා ගැනීම ඉතා වැදගත් වේ.
4. වාත්තු කිරීමේ ක්රියාවලිය
වාත්තු මූලද්රව්යවල ප්රධාන පරිපථය ආවරණය කිරීම ඇතුළත් වේ. වාත්තු කිරීමේ ක්රියාවලියේ ගුණාත්මකභාවය පාලනය කිරීම සංරචක ආරක්ෂා කරයි, විශේෂයෙන් බාහිර බලවේග වලින් විවිධ හානි ඇති කරයි. සංරචකවල භෞතික ගුණාංග පිළිබඳ ගැඹුරු විශ්ලේෂණයක් මෙයට ඇතුළත් වේ.
වර්තමානයේ ප්රධාන ක්රම තුනක් භාවිතා කරනු ලැබේ: සෙරමික් ඇසුරුම්, ප්ලාස්ටික් ඇසුරුම් සහ සාම්ප්රදායික ඇසුරුම්. ගෝලීය චිප් නිෂ්පාදන ඉල්ලීම් සපුරාලීම සඳහා එක් එක් ඇසුරුම් වර්ගවල අනුපාතය කළමනාකරණය කිරීම ඉතා වැදගත් වේ. ක්රියාවලිය අතරතුර, චිප් සහ ඊයම් රාමුව ඉෙපොක්සි ෙරසින් සමඟ බන්ධනය කිරීමට පෙර උනුසුම් කිරීම, අච්චු ගැසීම සහ පසු පුස් සුව කිරීම වැනි පුළුල් හැකියාවන් අවශ්ය වේ.
5. පශ්චාත් සුව කිරීමේ ක්රියාවලිය
අච්චු ගැසීමේ ක්රියාවලියෙන් පසු, ක්රියාවලිය හෝ පැකේජය වටා ඇති අතිරික්ත ද්රව්ය ඉවත් කිරීම කෙරෙහි අවධානය යොමු කරමින් පශ්චාත්-සුව කිරීමේ ප්රතිකාර අවශ්ය වේ. සමස්ත ක්රියාවලියේ ගුණාත්මකභාවය සහ පෙනුමට බලපෑම් නොකිරීමට තත්ත්ව පාලනය අත්යවශ්ය වේ.
6.පරීක්ෂණ ක්රියාවලිය
පෙර ක්රියාවලීන් අවසන් වූ පසු, උසස් පරීක්ෂණ තාක්ෂණයන් සහ පහසුකම් භාවිතයෙන් ක්රියාවලියේ සමස්ත ගුණාත්මක භාවය පරීක්ෂා කළ යුතුය. මෙම පියවරේදී දත්ත සවිස්තරාත්මකව පටිගත කිරීම ඇතුළත් වන අතර, චිපය එහි කාර්ය සාධන මට්ටම මත පදනම්ව සාමාන්යයෙන් ක්රියා කරන්නේද යන්න පිළිබඳව අවධානය යොමු කරයි. පරීක්ෂණ උපකරණවල අධික පිරිවැය සැලකිල්ලට ගෙන, දෘශ්ය පරීක්ෂාව සහ විද්යුත් කාර්ය සාධන පරීක්ෂාව ඇතුළුව නිෂ්පාදන අදියර පුරා තත්ත්ව පාලනය පවත්වා ගැනීම ඉතා වැදගත් වේ.
විද්යුත් කාර්ය සාධන පරීක්ෂාව: ස්වයංක්රීය පරීක්ෂණ උපකරණ භාවිතයෙන් ඒකාබද්ධ පරිපථ පරීක්ෂා කිරීම සහ සෑම පරිපථයක්ම විද්යුත් පරීක්ෂණ සඳහා නිසි ලෙස සම්බන්ධ කර ඇති බව සහතික කිරීම මෙයට ඇතුළත් වේ.
දෘශ්ය පරීක්ෂණය: නිමි ඇසුරුම් කළ චිප්ස් දෝෂවලින් තොර බව සහතික කිරීමට සහ අර්ධ සන්නායක ඇසුරුම් තත්ත්ව ප්රමිතීන් සපුරාලීම සඳහා කාර්මික ශිල්පීන් අන්වීක්ෂ භාවිත කරයි.
7. සලකුණු කිරීමේ ක්රියාවලිය
සලකුණු කිරීමේ ක්රියාවලියට අවසාන සැකසීම, තත්ත්ව පරීක්ෂාව, ඇසුරුම්කරණය සහ නැව්ගත කිරීම සඳහා පරීක්ෂා කරන ලද චිප්ස් අර්ධ නිමි ගබඩාවකට මාරු කිරීම ඇතුළත් වේ. මෙම ක්රියාවලිය ප්රධාන පියවර තුනක් ඇතුළත් වේ:
1)විද්යුත් ආලේපනය: ඊයම් සෑදීමෙන් පසු ඔක්සිකරණය සහ විඛාදනය වැළැක්වීම සඳහා විඛාදන විරෝධී ද්රව්යයක් යොදනු ලැබේ. බොහෝ ඊයම් ටින් වලින් සාදා ඇති බැවින් විද්යුත් ආලේපන තැන්පත් කිරීමේ තාක්ෂණය සාමාන්යයෙන් භාවිතා වේ.
2) නැමීම: සැකසූ ඊයම් පසුව හැඩගස්වනු ලැබේ, ඊයම් සෑදීමේ මෙවලමක් තුළ ඒකාබද්ධ පරිපථ තීරුව තබා, ඊයම් හැඩය (J හෝ L වර්ගය) සහ මතුපිට සවි කර ඇති ඇසුරුම් පාලනය කරයි.
3) ලේසර් මුද්රණය: අවසාන වශයෙන්, සාදන ලද නිෂ්පාදන මෝස්තරයකින් මුද්රණය කරනු ලැබේ, එය රූප සටහන 3 හි දැක්වෙන පරිදි අර්ධ සන්නායක ඇසුරුම් ක්රියාවලිය සඳහා විශේෂ සලකුණක් ලෙස සේවය කරයි.
අභියෝග සහ නිර්දේශ
අර්ධ සන්නායක ඇසුරුම් ක්රියාවලි පිළිබඳ අධ්යයනය ආරම්භ වන්නේ එහි මූලධර්ම අවබෝධ කර ගැනීම සඳහා අර්ධ සන්නායක තාක්ෂණය පිළිබඳ දළ විශ්ලේෂණයකිනි. ඊළඟට, ඇසුරුම්කරණ ක්රියාවලිය ප්රවාහය පරීක්ෂා කිරීම සාමාන්ය ගැටළු මඟහරවා ගැනීම සඳහා පිරිපහදු කළ කළමනාකරණය භාවිතා කරමින් මෙහෙයුම් වලදී සියුම් පාලනයක් සහතික කිරීම අරමුණු කරයි. නූතන සංවර්ධනයේ සන්දර්භය තුළ, අර්ධ සන්නායක ඇසුරුම් ක්රියාවලියේ අභියෝග හඳුනා ගැනීම අත්යවශ්ය වේ. ක්රියාවලියේ ගුණාත්මක භාවය ඵලදායී ලෙස ඉහළ නැංවීම සඳහා ප්රධාන කරුණු හොඳින් ප්රගුණ කිරීම, තත්ත්ව පාලන අංශ කෙරෙහි අවධානය යොමු කිරීම නිර්දේශ කෙරේ.
තත්ත්ව පාලන දෘෂ්ටිකෝණයකින් විශ්ලේෂණය කිරීම, නිශ්චිත අන්තර්ගතයන් සහ අවශ්යතා සහිත ක්රියාවලීන් රාශියක් හේතුවෙන් ක්රියාත්මක කිරීමේදී සැලකිය යුතු අභියෝග ඇති වන අතර, ඒ සෑම එකක්ම අනෙකාට බලපෑම් කරයි. ප්රායෝගික මෙහෙයුම් වලදී දැඩි පාලනයක් අවශ්ය වේ. සූක්ෂම වැඩ ආකල්පයක් අනුගමනය කිරීමෙන් සහ උසස් තාක්ෂණයන් යෙදීමෙන්, අර්ධ සන්නායක ඇසුරුම් ක්රියාවලියේ ගුණාත්මකභාවය සහ තාක්ෂණික මට්ටම් වැඩිදියුණු කළ හැකි අතර, විස්තීරණ යෙදුම් කාර්යක්ෂමතාව සහතික කිරීම සහ විශිෂ්ට සමස්ත ප්රතිලාභ අත්කර ගත හැකිය. (රූපය 3 හි පෙන්වා ඇති පරිදි).
පසු කාලය: මැයි-22-2024